Efficiently shaping sheet metal with precision and versatility through nine distinct processes.
Shearing
Shearing serves as a fundamental process in sheet metal fabrication, providing the foundation for the precision cutting that is essential for a broad array of applications in all conceivable industries.
Operation
Equipment: Typically uses heavy-duty hydraulic or mechanical shearing machines fitted with sharp blades.
Material Thickness: Widely applicable, usually from 0.2 mm to 25 mm, providing adequate versatility.
Fixturing: The metal sheet in question is securely clamped onto the base of the machine, ensuring stability throughout the operation.
Cutting Process: The upper blade, which is often controlled by advanced systems, lowers in a precise motion and applies an enormous amount of pressure to shear the metal along the predetermined paths.
Outcome: A deeply beneficial process that results in a clean, straight cut that suffers minimal distortion and has a small heat altered zone, often comfortably meeting the standards of modern manufacturing tolerances.
Applications
Automobile Manufacturing. In the automotive industry shearing is mainly used in the creation of chassis parts, body panels and a range of structural elements. For example, when producing the body panels used in car doors, shearing allows straight and accurate cuts which results in an efficiently constructed assembly.
Aerospace Engineering. The aerospace sector relies on shearing to produce the many components required in the construction of various aircrafts. Fuselage sections, wings and loads of engine parts all require precise cutting to ensure the subsequent components are as structurally durable and aerodynamically practical as possible.
Advantages
Speed: An exceptionally fast process, even when accounting for the staging of the shearing beforehand.
Precision: The produced cuts are outstanding and carefully carried out, thus ensuring material wastage is minimal and cuts are adequately accurate.
Versatility: Adaptable for all types of materials, as well as a wide range of thicknesses, providing a broad level of flexibility for manufacturing endeavours.
Cost: The process usually allows manufacturers to significantly reduce their costs when developing products and eliminates many of the costs associated with additional machining and finishing processes.
Punching
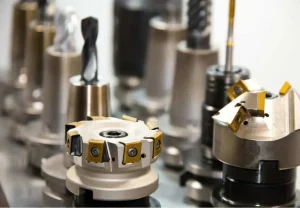
Punching is an important process in sheet metal fabrication, which allows creating holes and shapes. Such perforation is used in different industries for the production of sheet metal components, where precise shapes or holes are required for some other equipment’s mounting or joining. Typically performed with the use of different dies and punches, it is available for many material types and serves various purposes.
Operation
-
Equipment: carries out using presses and punching machines that have sharp punches and dies.
-
Material thickness: available for a wide range of thickenings, ranging from 0.5 mm to 10 mm.
-
Die and Punch Selection: depends on the diameter of a hole that needs to be obtained, its shape, and the material that should be perforated.
-
Process: a sheet of metal is fixed to the machine bed under the punching tool, which is then aligned with a part or region of the sheet where the hole should be created. After the programmatic start, the punch falls onto the sheet with a great force, creating a hole.
-
Secondary Processes: following some punching operations, the burring or edge finishing processes are used to remove the sharp edges around the hole or smoothen its edges.
Applications
Punching is an effective and flexible process, suitable for many applications:
-
Sheet Metal Components: it is used for the production of different components, such as electrical enclosures, automotive body panels, or appliance housings. For example, such equipment is used in automotive manufacturing to punch holes in chassis components for mounting various brackets or fasteners.
-
Signage and Displays: the fabricated signage, point-of-sale displays, or decorative panels also require precise perforation for mounting different hardware or creating illuminated signs.
Advantages and Disadvantages
-
Speed: punching is a very fast method and allows creating many holes in the material at a very high speed.
-
Accuracy: the method is also very accurate and results in the production of perfectly shaped and sized holes.
-
Cost Efficiency: it is rather cost-efficient in case of high-volume productions, as it allows reducing the cost of each piece.
-
Wear: however, engineer dies and punches, and the material itself can be subject to fast wear, which may make the method unsuitable for certain materials.
-
Deformation: the method results in deformations in the punched areas, which are often very visible due to the high pressure on the material.

Perforation
Perforation is considered as a specialized punching operation, which implies efficient and precise patterns of holes in sheet metal for a multitude of functional and decorative purposes.
Operation
Equipment: The operation utilizes high-speed press machines that are equipped with perforating dies and punches.
Perforation patterns: Distinct and diverse range of available patterns include staggered, straight line, and custom designs. The latter aims at fusion the most suitable for the specific application requirements.
Material compatibility: The target materials include such sheet metals as steel, aluminum, and stainless steel. Their thickness varies from 0.5 mm to 6 mm.
Perforating process: Initially, a metal sheet is securely positioned on the machine bed. As soon as the target area is designated, the perforating tool is placed in a corresponding position. When activated, the tool descends, and as it is programmed, the precise hole presses in the sheet.
Perforation depth: It is relatively straightforward, as the same tool is used for each individual hole. In this case, the depth can be precisely controlled, which is crucial as it should be equal to the size of the hole plus the thickness of the material.
Secondary operations: The latter include such options as deburring to minimize the probability of racks in the hole edges, and surface finishing.
Applications
Ventilation systems: HVAC systems are commonly equipped with perforated metal sheet metal. They allow airflow while maintaining the structural integrity.
Architectural facades: Visual appeal of the building is emphasized with the aid of perforated panels. While pergolas and canopies juxtapose to them are also perforated, the latter’s sheets functions sunshades.
Acoustic panels: Perforated metal is a widespread material for sound-absorbing elements. They are used in auditoriums, theaters, and recording studios.
Filtration systems: In this case, perforated metal screens are used. They separate solids and liquids in a variety of industrial processes.
Advantages
Customization: The patterns can be modified relatively easily. The size of the holes is flexible, and the range of patterns can be adjusted according to the design requirements.
Functionality: Among the potential benefits of the perforated metal are airflow, diffusing light, and sound absorption.
Aesthetics: Decorative perforated panels are relatively widespread. They have a specific visual appeal, which cannot be beneficial. Such perforation can be defined as an “eye-catcher.”
Durability: Perforated sheets are solid. In addition, withstanding galvanized coating or other supplementary coating, obstacles corrosion.
Challenges
Tool wear: Unfortunately, as any punching operation, perforating is associated with wear. In case of perforating, the high speed of operation often leads perforating dies and punches to be severely worn out.
Material deformation: Fast operation may also result in unwanted material deformation, an issue particularly relevant to the sheets of thin sheet metals. This must be kept in mind and avoided at all costs.
Pattern alignment: Unfortunately, as the patterns involve multiple hole presses one nearby the other, they often require additional design or adjustments to some guidance on pattern alignment. The most complicated applications imply seamless juxtaposition to some other components.
Future Trends
Advanced materials: As the industry has been long-lasting, and many opportunities are already realized. But still, some properties may be enhanced. For instance, more durable lightweight alloys or combination materials.
Digitalization: Perforated design software and simulation tools are likely to become regular practice due to advanced pattern customization which it provides and process simulation.
Automation: Despite the fact that it is known for being highly labor intensive, currently. Frequently utilized robotic automation will predominate.
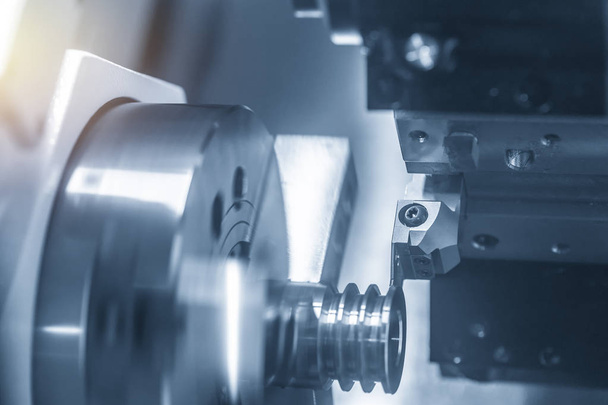
Grooving
Grooving is a specialized machining process that may be defined as creating a linear recess or channel of a certain depth and dimensions. Grooving is usually performed using cutting tools or, sometimes, abrasive rotating wheels.
Operation:
Equipment: Grooving machines of various designs and capacities incorporating both cutting tools and abrasive wheels capable of generating grooves of 0.5 to 10 mm in depth.
Groove Profiles: Among the major types of grooves are V-grooves, U-grooves, square grooves and other profiles. In addition, specific types of grooves can be designed to meet the requirements of a specific application.
Material: Familiar with metals, plastics and other composite materials differing in hardness.
Grooving: The workpiece is clamped to the machine table, and the grooving tool is moved automatically at a safe distance above the surface. The tool cuts or grinds the workpiece generating a groove along the specified line. Proper optimization of the feed rate and spindle speed enables the groove profile to be achieved.
Coolant or lubrication: Coolant or lubricating fluids are applied to the tool during the grooving to take away the heat and reduce the tool wear.
Applications:
Frequencies: A common application of grooving in pipe manufacturing is creating a groove in a pipe or a fitting prior to welding them together.
Production: Another significant part of the market is the production of seals and gaskets, in which groove is one of the essential surfaces that have to be managed with a high degree of precision.
Automotive: An interesting application of grooving in the automotive industry is brake rotor grooving that helps enhance the braking force and rotor cooling.
PCB: Grooves are routinely produced in the technology for manufacturing printed circuit boards.
Advantages:
Precision: Precise dimensions of the groove generated. High precision of grooves ensures that related components will mate correctly and the entire product will function as expected.
Versatility: Different groove profiles can be produced in a single machine.
Efficiency: Rather high rates of material removal. Dimensioned grooves facilitate the assembly and alignment of the components.
Surface: The generated surface is smooth, which may reduce the requirements to post-machining finishing.
Challenges:
Tool wear: Continuous generation of grooves using cutting tools or abrasives tools wears the tools, and these tools need to be frequently replaced.
Chips: Grooving generates chips that cannot remain on the tool’s contact area but must be continuously removed.
Deep grooves and ledges: It is very difficult to machine deep grooves and the narrow ledges at the bottom of them accurately.
Future Trends:
Cutting tools: Improved design and coatings for longer tool life.
Speeds: Developments in high-speed grooving to achieve higher productivity.
Digital: Ever-improving control systems and adaptation of simulating software.

Sheet Metal Cutting
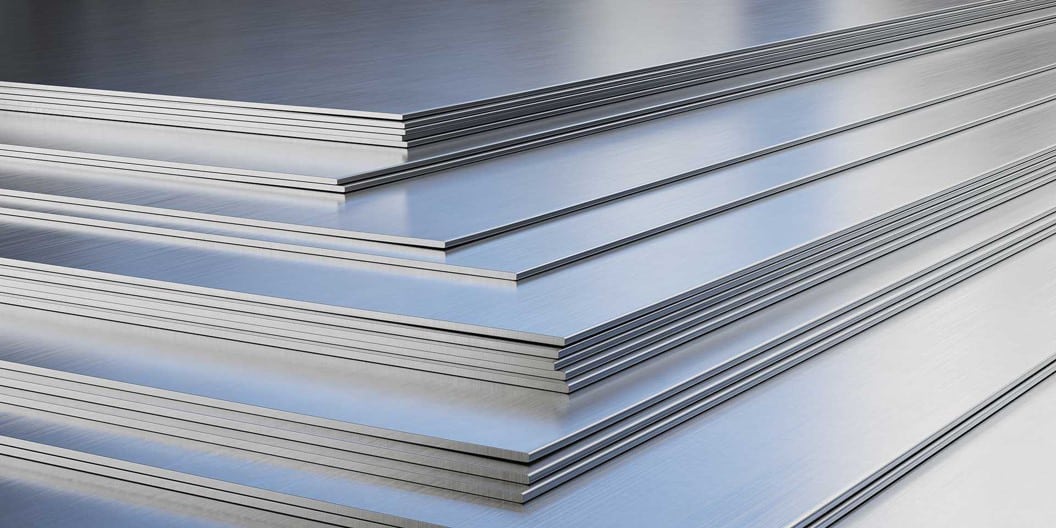
Sheet metal cutting is an operation in a manufacturing process that is implied to remove a piece of metal from a larger sheet. The purpose of this operation is to cut the material into specific shapes or sizes. Sheet metal cutting is a multifaceted operation, and there are many ways to cuts metal sheet.
Operation description
Equipment: The operation applies a wide array of cutting tools and machines, among which are laser cutters, plasma cutters, water jet cutting systems, as wells as shearing machines.
Material thickness: The operation is applicable for cutting sheet metal of various thickness, including 0.5 mm to 25-30 mm.
Cutting process:
-
Laser cutting: The process implies that a focused beam of light is used for cutting, melting, or blowing away metal. The cutting path is controlled by CNC and can be used to cut holes with a diameter of less than the thickness of the material. This is a fast process with minimal waste.
-
Plasma cutting: The sheet is being cut by employing a high-velocity jet of electrically conductive gas being forced through a small orifice. Cutting materials include steel, aluminium, or any other electrically conductive material. The process is characterized by high speeds and high cutting versatility.
-
Water-jet cutting: A pump pushes the water through a lockable nozzle and generates a stream of about 10 times the speed of sound. A cutting abrasive material such as garnet is added to the water stream, which erodes the material. This operation can be used to cut a variety of substances of all sizes and thickness.
Shearing: A mechanical cutting device is used to cut metals. The sheet is placed between two blades and is cut along a straight line.
Cutting parameters: The parameters can be adjusted to ensure the effectiveness of material separation and quality of cutting:
-
feed rate;
-
cutting speed;
-
nozzle size.
Surface produced: Depending on the cutting process and parameters used, the surface of the cut may be rough. In this case, post-cutting operation is needed to achieve the necessary surface.
Main applications
The process is applied for the production of an array of parts and products, including:
-
sheet metal cutting is used for fabricating various parts and components for the production of automotive and aerospace industries, building, and construction, electronics and others;
-
rapid prototyping and production;
-
art and design: manufacturing of a variety of metal decorations or compositions – forming architectural elements of the facades, manufacture of modern sculptures, including small interior – bronze, decorating interiors, and furniture;
-
industrial machinery including the production of different parts such as gears, brackets, frames, tools, chassis, and enclosures.
Advantages:
-
Precision: the benefits are clear as the cutting process provides high accuracy of the final result and allows for cutting according to the customer’s requirements.
-
Versatility: the benefits are that almost all sheet metal models of varying thicknesses and even other shapes can be cut without damages.
-
Efficiency: the benefit is the high speed of cutting. Further, no heat is generated, no dust particles arise, and the cutting area is not heated. Moreover, the waste and product scrap are minimal.
-
The advantages of the process are the option of automatic operation where no manual labors are required.
Disadvantages
-
Material distortion. High energy methods can cause heat-affected zones or the melting or distortion of the piece. Thus, the process requires the careful setting of parameters.
-
Edge quality which is a challenge for thick or reflective materials.
-
Equipment maintenance measures in terms of cleaning filters and nozzles and other elements of the system.
Future Trends: the development of advanced drink technologies and additional exploration and proper use in cutting of advanced and new materials and alloys with better performance and machinability. The integration and expanded use of AI and automation.
Blanking and Fineblanking
Blanking and fineblanking are two precision cutting processes that are used for producing metal parts within tight tolerances and with smooth edges.
Operation
Equipment: Both methods require specialized blanking and fineblanking presses that are comprised of high-precision dies and punches.
Material Thickness: The technology is capable of handling sheet metal materials with thicknesses that widely vary from 0.1 mm to 12 mm, or beyond this range.
Blanking Process:
Blanking: Created a flat shape through the use of a single-action punch and die.
Fineblanking: A variation of the blanking process that can produce parts within much tighter variances. To achieve this, the fineblanking uses a combination of punches and dies. The spring-loaded punches produce an extrusion force that results in cuts and parts that are much smoother than the one produced through blanking.
Material Feed: The material is fed into the press where it gets clamped between the upper and lower parts of the dies.
Cutting Operation: As the blanking and fineblanking presses are activated, the punch obtains the ability to penetrate through the material as the die’s lower parts support the structure or the material in a way that it does not undergo any deformations.
Edge Quality: Apparently fineblanking process is the most optimal approach given the fact that it does not create any burr nor does it distort the part when tip force is exerted. As a result, the quality process does not require any other surface finishing to the part.
Part Ejection: Finally, the parts, or blanks, get extracted from the dies and are either removed by a fixture or by various means, or the press’ operation permits the part to slide off from the die on its own.
Applications
Automotive Industry: Gears, shafts brackets, connectors, and other parts.
Consumer Electronics: Precision materials used for making smartphones, laptops, and home appliances.
Medical Devices: Medical equipment and peripherals need to be very precise and useful.
Aerospace and Defense: Engine parts, missiles a, structure parts.
Advantages
Precision: Cuts materials with very strict and small variances.
Edge Quality: Parts that do not require any other de-barring operation are cut through fineblanking process.
Complex Geometry: Intricate parts are made with no deformations and low material loss.
Production Rates: Speed in producing parts is higher hence very efficient.
Challenges
Tool Life: Dulls and dies constantly need to be replaced and requires fining the most optimal dies and punches.
Material Selection: Harder materials need to be optimized and not every material can be fineblanked.
Process Optimization: Constantly need to set the right speed, die clearance or other factors.
Future Trends
Materials: More structures and damsels will become available for fineblanking process.
Automation: Robotic arms are used more often, and digital process monitoring is used more.
Punching
Punching refers to the fast cutting of holes or shapes in metal sheets in the sheet metal fabrication process, and it is utilized in a myriad of manufacturing applications from industrial to commercial purposes.
Operation
Equipment: The process involves special punching machines that have punches and dies, and they can cut through sheets of the thickness of 0.5 mm to 10 mm.
Punching Tools: An array of punching tools are available, such as round punches, square punches, and tailored punches according to the application need.
Material Feed: The metal sheet is placed on the bed of the machine, and the punching tool is precisely fixed over the region to be punched.
Punching Process: At the activation of the machine, with high forced the punch makes the cut and punches the hole in the sheet and takes the shape of the punch.
Hole Size and Shape: It can produce small holes in a metal sheet or make a large cut, and the punch can be customized for hole shapes according to the requirement of the design.
Speed and Efficiency: The method is a high-speed cutting method for punch processing and leads to assured punching parts.
Secondary Operations: Holes may enlarge or the mouth of the hole might be too rough requiring deburring or edge finishing operations, which are optional.
Applications
Electrical Enclosures: Used in pounding holes for cable wires, ventilations, vent, and the attachment of the machine components in the electrical control panel.
Automobile Parts: The method is vital in creating holes for the chassis brackets, mounting plates, and hangers for the gears and engines to be properly fixed in their places.
Appliance Industry: Holes are formed for the machines such as washing machine, conclusion machine, and refrigerators, which is similar to the creation of holes in an automobile product. The space for the door opening feature is made of a punching method.
Industrial Machinery: Various machines are created with a number of holes punched into it. E.g: The mold setter for table top machines and stands, conveyor, drive mechanism are the products.
Advantages
Precision: One of the key advantages of this method is the precision and high accuracy of the hole produced. It assures that all parts will correctly fit, and the manufacturing process will be very accurate for the designers.
Versatility: It is employed for all sizes of punched shapes and holes, and a wide spectrum of products is capable of being designed and created with the process.
Efficiency: The method is quick and efficient, vying for finishing the high run project quickly with barely any expiry of die, punch, or sheet material.
Cost: Punching is a very economic process for producing high run projects. It is a cheaper method at the end of the manufacturing line.
Challenges
Tool Wear: The most common problem with this method is the wearing of the punching tool and dies after consecutive punching.
Material Deformability: The thin patter metals will be either degenerated or folded, and the arrangment must be suitable to avoid the unpredictability in the punch phase.
Easy Shape Designs: It is difficult when it comes to the punching a series of holes in alternative shapes to the walls since it is very complicated.
Future Trends
Tooling materials: The materials are going to be developed in tough surfaces and more operationally durable methods of tooling, and it could be more wear-resistant materials with the high carbon durable wear surface.
Automation and Robots: The method has robotic elements and it will develop in the pick and place and lighter high-speed mechanical opportunities and will develop in process accommodation to lessen the high processing cost.
Digital: Punch programming will be added into an array of software and simulation ideas of punch processing.
Grooving
Grooving is a special machining process: with the help of this procedure, linear, usually straight recesses or channels are made on the surface of the workpiece to enhance its general functional characteristics and aesthetic appearance.
Operation
Equipment: Grooving is carried out by means of a CNC machine, with which a grooving tool is used. The tool in this case can be different: a single-point cutter, a form tool, or an indexable insert. The tool performs an accurate groove profile.
Material Compatibility: Different materials and their combinations can undergo this process, such as metals, plastics, and composites. The thickness can vary from 0.5 mm to 50 mm.
Groove Profiles: Grooving can be applied using tools that create different profiles: V-shaped, U-shaped, square grooves, and specific to any given instrument or requirement.
Grooving Process: The workpiece is fixed on the machine table, and in the area where the groove is supposed to be made the tool is fixed as well. It moves, following the designated line on the whole surface of the workpiece, cutting the material. The depth of cut can be regulated, which means grooves of the same depth are made and the whole process ensures the dimensional uniformity and dimension precision.
Surface Finish: Grooves can be made smooth or, conversely, rough, with texture, using different strategies of fixture and cutting: the latter, for instance, is achieved with V-grooves.
Applications
Oil and Gas Industry: In this industry, grooving is used for the production of pipe fittings and valves to make grooves for O-rings, seals, and parts connection with thread.
Woodworking: Grooving is employed with the help of woodworking equipment to make such structures as dadoes, various grooves, and rabbets for joiner’s work.
Mold and Die Making: In this context, grooving is vital as it creates the cooling channels and parting lines for the molds and dies, used in injection molding and die casting.
Textile Machinery: Grooves in textile machinery are made to accommodate the passage of the thread, belt, or any other material without deviations; material handling is highly precise.
Advantages
The workpiece becomes practically changeable, and a lot of new connection and functional capability designs become possible.
Advantages
Grooving helps improve the function of the workpieces, such as controlled fluid flow, part placement, or material guidance.
Aesthetic value can also increase if a specific groove design is used, enhancing the appearance of products in various architectural, automotive, or consumer goods applications.
Since grooving can be used on various materials, substrates, and in different applications, it is a versatile process.
As previously mentioned, grooving is suited to various materials and applications, so the design options are limitless.
tolerance is critical, making sure that grooves are designed in such a way that they meet applicable quality standards.
Downsides
Grooving is a continuous process, meaning that the tools that are used in the process begin to wear out over time. The wearing out is natural, but it also needs to be maintained regularly.
Moreover, chip formation and retention can also be a problem, with proper cooling and lubrication being used to either collect them or to wash them.
Also, grooving can leave the surface with grooves, burrs, or even chatter marks and tear-outs, meaning that to achieve a smooth finish, further processes need to be used along with grooving.
Future Developments
first of all, the industry might begin designing and using new types of grooving tools that would minimize the deterioration of the tools through different coatings or cooling agents that would increase the tool’s service life and performance.
Grooving might also become digitalized through the use of software that will help with the calculation of grooves and timings, perfecting the process further and preventing faults at any stage.
Finally, grooving might become integrated with the use of robots to ensure their use in an unmanned environment, further increasing production levels, and decreasing the costs of maintenance and labor in high-volume industries.

Bending
Bending can be defined as a mechanical process, utilized to form an object with a variety of geometrical shapes, such as V-shapes, U-shapes, channels, c-shaped, etc.
Operation
Equipment. Bending operation is performed by one of a class of machines, known as press brakes, or bending machines. Clamping regions have upper die members, while the lower die members are bolted on the table of the press brake
Material. Bending can be performed with a wide range of metals, such as steel, aluminum, stainless steel, etc. The acceptable thickness of the metals cover from about 0.5 mm to 20 mm.
Bending process. Sheet placed on a die is clamped between an upper and a lower die on a press brake, and the bending line should cover the speci?ed bending location.
Tool. Various tools are used. The selection of a tool depends on the bend angle, material thickness, and radius of the desired bend. These necessary dies can be V-die, hemming die, and radius die.
Bend angle. Bending angle is controlled by tonnage, stroke, and bend angle, and can be measured by an angle-setting device.
Bend sequence. For complex metal constructions, Multi-step bending is the solution. Notice also that rebound occurs – as soon as pressure stops, the object regains its previous shape, this fact has to be taken into account while working with the instruments.
Quality inspection – control over the compliance of the piece to the size of and between bends, shape, surface.
Applications
Sheet metal plate processing. Industry, produced from sheet metal components that are pressed into dies on press brakes are automotive, appliances Forming a usable condition requiring rigidity, weight reducation, space economy etc. Examples are household appliances, aircraft which with a purpose to reduce space and minimize weight must be implemented. More complicated processing necessary for electronics housing, for example, contains fine formed parts attached by spot welding.
Cases, constructions, and reductions. To produce sufficient rigidity and equipotential points of screws, bending is used to form cases, varying from big though to small appliances, such as computers, toys, etc.
Architectural constructions and decorum. While filing front decorations, angularity, such as handrails, etc. bends are used.
One of the applications: HVAC bending is done to fabricate ductwork, elbows, and fittings to direct airflow efficiently with heating, ventilation, and air conditioning systems. For this purpose, sheet bending offers multiple benefits and advantages along with certain challenges to consider.
Advantages
-
Flexibility: bending can be used to produce a wide scope of shapes and geometries, enhancing the design options and possibilities, as well as adding a personal touch to each design;
-
Strength and rigidity: bent parts are significantly stronger and more rigid than flat sheets, which is particularly useful in load-bearing applications;
-
Cost: bending is relatively cheap in terms of tooling investment and offers an opportunity to produce dozens of parts in a matter of hours;
-
Versatility: bending can be supplemented by other forming operations, like cutting, punching, shearing, to stock production in integrated assemblies with minimum waste.
Disadvantages
-
Springback: this challenge manifests when bent components return to their initial shape, which might necessitate the application of compensative bending processes, like overbending, or bottoming;
-
Fracture: in the case of high-strength alloys or extremely brittle materials, bending might induce material fracture or cracking, especially for tight bend radii or when an excessive bending force is applied;
-
Wear: bending equipment is subjected to continuous degradation over time and should be replaced or repaired to ensure that a high quality of a product is maintained;
-
Geometry: some shapes or geometries are difficult or impossible to bend without the use of an improved process control or advanced tooling, which might be expensive.
Future opportunities
-
High-strength materials: the creation of new high-strength materials or alloys that would be engineered specifically to be bent can ameliorate a variety of performance and light weighting benefits;
-
Automation: the integration of robotic bending with artificial intelligence control features to enhance precision and decrease costs.
-
Digitalization: the utilization of digital twin simulations as well as predictive analytics for virtual prototyping to optimize a bending process for each component.