By using CNC machining technology, the design and manufacture of medical devices can achieve precision up to 0.01 mm, reduce design time by 30%, and lower costs by 15%-20%. Optimizing cutting speed and feed rate can improve production efficiency by 15%-25%.
Choosing the Right Materials and Tools
The main materials are stainless steel, titanium alloy and polymer materials. Different materials offer different characteristics – and applications:
- Stainless Steel: This is by far the most common material due to its excellent corrosion resistance and strength for many medical applications such as surgical instruments, implants. 304 and 316L are the most commonly used types of stainless steel, with better use in medical because of their improved ability to resist corrosion.
- Titanium Alloys: Titanium alloys, which exhibit high strength-to-weight ratio and excellent biocompatibility. Titanium is one of the popular titanium alloys which are used in many orthopedic and dental implants, it has tensile strength ranges from 895 to 930 MPa.
- Polymer Material: It has the characteristics of light weight, good plasticity and is commonly used in disposable medical devices or surgical instruments with complex shapes. Highly transparent and impact-resistant materials like polycarbonate (PC) or polymethyl methacrylate…hive of PC are used for housings and lenses in medical devices.
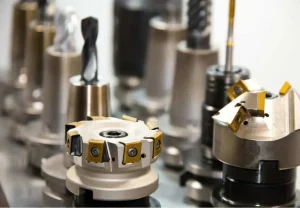
The right tools can not only improve processing efficiency but also ensure processing quality. Here are some commonly used tools and their characteristics:
- Carbide Tools: Carbide tools are widely used for cutting stainless steel and titanium alloys due to their high hardness and wear resistance. The hardness of these tools is usually in the range of 89-93 HRA, maintaining stable performance at high temperatures.
- High-Speed Steel Tools: High-speed steel tools are suitable for cutting polymer materials due to their good toughness and grindability. The hardness of these tools generally ranges between 62-67 HRC, making them suitable for high-speed processing.
- Diamond Tools: Diamond tools are suitable for high-precision and high-surface-finish processing needs, especially when cutting polymer and non-metallic materials. The hardness of diamond tools can reach 70-100 GPa, significantly improving the surface finish and precision of the processed material.

Key Steps in Design Optimization
Design optimization is a core aspect of medical device manufacturing. Utilizing CNC (Computer Numerical Control) technology can significantly enhance the precision and quality of devices. Here are the specific steps for optimizing design:
Firstly, clarify the functional requirements, usage environment, and user needs of the medical device, ensuring the design meets practical applications. This often requires multiple discussions and confirmations with healthcare professionals and engineers to ensure the direction and details of the design meet actual usage conditions. Approximately 80% of design failures stem from inadequate requirement analysis.
Secondly, during the concept design phase, use Computer-Aided Design (CAD) tools for 3D modeling to ensure the feasibility and rationality of the design. Through multiple iterations and model optimizations in the concept design stage, design time can be reduced by 30% and design costs by 20%.
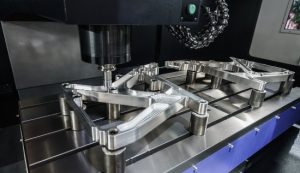
In the detailed design phase, employ Finite Element Analysis (FEA) for structural and stress analysis to ensure reliability under various working conditions. With precise machining paths and process parameter settings, accuracy is typically within 0.01 millimeters, significantly better than traditional machining methods.
Prototyping is a crucial step in verifying the design. Use CNC machines to manufacture prototypes and conduct functional and performance tests to ensure they meet design requirements. Issues discovered during prototype testing need to be promptly fed back and design modifications made. Through repeated testing and modifications, the prototype pass rate can be increased to over 95%. Generally, the prototyping and testing phase accounts for 25%-30% of the total project time.
Finally, in the design verification and optimization phase, optimize design parameters and manufacturing processes through repeated testing and data analysis. For example, by adjusting cutting speeds and feed rates to reduce machining errors and improve surface finish. In actual production, cutting speeds are generally controlled at 1000-2000 RPM, with feed rates between 0.1-0.5 mm/rev. By optimizing cutting parameters, production efficiency can be increased by 15%-25%.
Through material selection and process optimization during design optimization, production costs can be reduced. Using high-performance alloy materials not only improves the durability of devices but also reduces maintenance costs. Data shows that optimized design and manufacturing processes can reduce product costs by 15%-20%. Adopting automated CNC processing lines can reduce labor costs by about 30% and improve production efficiency by about 40%.
Programming Skills and Adjustment of Machining Parameters
Programming skills are a core aspect of CNC machining. First, when using G-code programming, ensure the accuracy and simplicity of the code, reducing unnecessary movement commands. In the machining of complex parts, optimizing tool paths and movement trajectories can reduce machining time. Using helical interpolation instead of traditional layer-by-layer machining can increase cutting efficiency by 20%-30%. Optimized G-code can enhance programming efficiency by 15%-25%.
Adjusting machining parameters directly impacts the quality and efficiency of the final product. Adjust cutting speeds according to material properties; aluminum alloy cutting speeds typically range from 1500-2500 RPM, while stainless steel ranges from 800-1200 RPM. Feed rates for aluminum alloy are 0.2-0.5 mm/rev, and for stainless steel are 0.05-0.3 mm/rev. Cutting depth is usually controlled at 10%-20% of material thickness to avoid excessive cutting forces that could lead to tool wear or part deformation. Scientific setting of cutting parameters can extend tool life by 25%-40%.
Choosing the right tools is another crucial step. Using carbide tools can effectively improve machining efficiency and precision. Titanium-coated carbide tools can extend tool life by 2-3 times compared to ordinary tools when machining stainless steel, reducing tool change frequency and downtime. The size and shape of the tool should also be chosen according to the geometry of the part. For precision part machining, using small diameter tools and multi-axis linkage technology can achieve high-precision machining of complex surfaces. After selecting appropriate tools, machining efficiency can be increased by 20%-35%.
The use of coolant has a significant impact on the machining process. High-efficiency coolants can extend tool life by 30%-50% and reduce surface roughness by 15%-20%. Efficient coolants are particularly important in the machining of complex parts, significantly reducing thermal deformation and improving machining precision.
Optimizing fixture design can significantly enhance machining precision and efficiency. Customized fixtures can ensure the stability and consistency of parts during the machining process, reducing errors caused by unstable clamping. The fixture design should fully consider the shape and machining characteristics of the part. Using a quick-change fixture system can improve production efficiency by about 20%-30%. After optimizing fixture design, part pass rates can increase by 10%-15%.
Real-time monitoring and data feedback are essential for optimizing CNC machining. Installing sensors and monitoring systems to monitor vibrations, temperature, and cutting forces in real-time during machining, and adjusting machining parameters accordingly. Implementing real-time monitoring systems can improve part pass rates by 15%-25% and machining efficiency by 10%-20%.